
Jakie są podstawy zginania na maszynie zginającej?
Feb 11, 2025Po pierwsze, podstawowa koncepcja i klasyfikacja Maszyna zginająca
Krok 1 Zdefiniuj
Maszyna zginająca to urządzenie, które wytwarza deformację tworzywa sztucznego w formie poprzez nacisk na blachy, tworząc z góry określony kąt lub kształt.
2. Główne typy
Mechaniczna maszyna zginająca: ciśnienie zapewnia mechaniczną skrzynię biegów (takich jak przekładnie, wał korbowy), prosta struktura, ale niska precyzja, odpowiednia do małej obróbki.
- Hydrauliczna maszyna zginająca: napędzana przez układ hydrauliczny, wysokie ciśnienie, wysoka stabilność, odpowiednia do przetwarzania średniego i grubego płyty.
Numerical Control Bending Maszyna (CNC): przez system CNC w celu kontrolowania kąta zginania, ciśnienia i pozycjonowania materiału zatrzymania tylnego, wysokiej precyzji, wysokiej wydajności, odpowiedniego do masowej produkcji złożonych obrabiarek.
- Servo Electro-Hydraulic Bending Maszyna: Połączenie technologii silnika hydraulicznego i serwoterskiego, oszczędności energii i szybkiej prędkości reakcji.

Po drugie, struktura rdzenia i funkcja maszyny zginającej
1. Fuselage: Rama obsługująca ogólną strukturę musi mieć wysoką sztywność, aby wytrzymać siły zginające.
2. Blok zjeżdżający: składnik ciśnienia, który porusza się w górę i w dół, aby połączyć górną matrycę i zastosować ciśnienie.
3. Bench Workbench: platforma do ustawiania dolnej matrycy, zwykle wyposażona w regulowane gniazdo w kształcie litery V.
4. Układ hydrauliczny (model hydrauliczny/elektro-hydrauliczny): złożony z pompy olejowej, cylindra, grupy zaworów itp., Aby kontrolować ciśnienie i skok.
5. Miernik wsteczny: Kluczowy element maszyny zginającej CNC, która jest używana do pozycjonowania płyt i bezpośrednio wpływa na dokładność zginania.
6. System sterowania numerycznego (model CNC): Parametry wejściowe (kąt, ciśnienie, skok) w celu kontrolowania procesu zginania.
Po trzecie, podstawowa znajomość procesu zginania
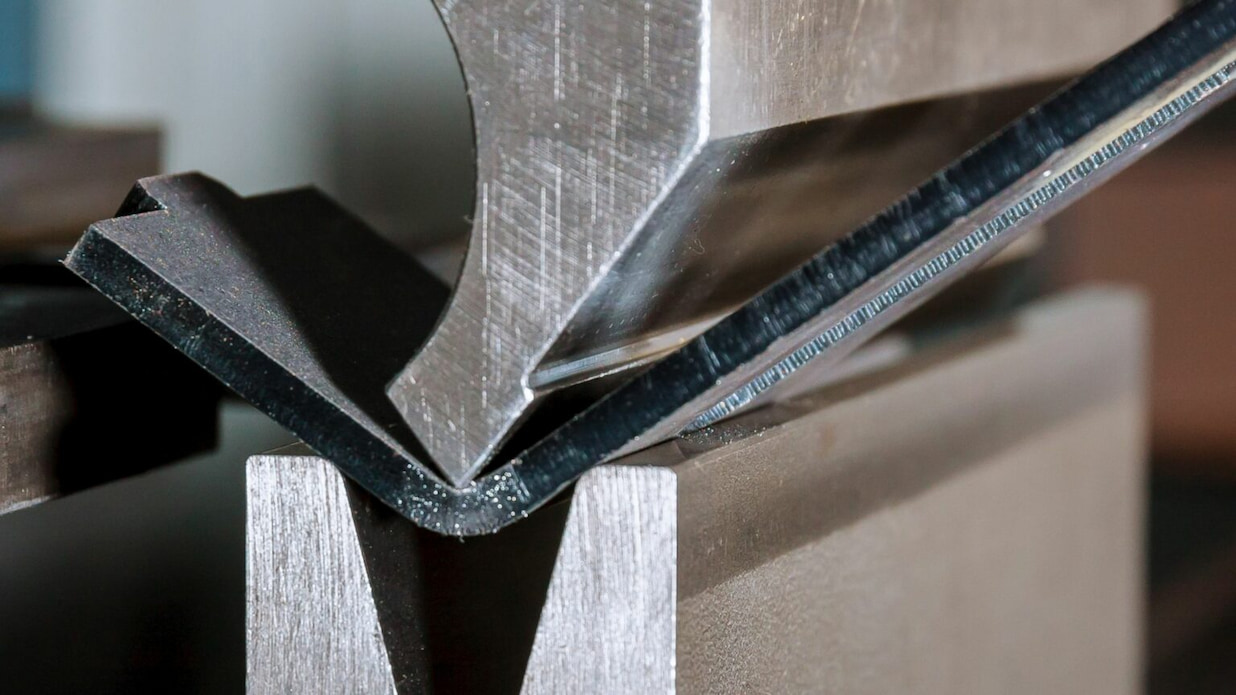
1. Zasada zginania
- Ciśnienie jest wywierane na arkusz przez matrycę, aby spowodować odkształcenie plastikowe materiału.
- Kluczowe parametry: kąt zginania, promień zginania, siła zginania (związana z grubością i wytrzymałością materiału).
2. Charakterystyka materialna
- Moduł sprężystości: zdolność materiału do odporności deformacji (takich jak stal nierdzewna, która wymaga nadmiernego odszkodowania).
- Minimalny promień zginania: Unikaj pękania materiału, w zależności od grubości materiału i rodzaju.
- Springback: odbicie kątowe materiału po rozładunku musi zostać zrekompensowane przez zginanie lub projekt formy.
3. Obliczenie siły zginania
- Wzór: 'P = (1,42 × σb × L × T²)/V'
-NB: Materiał wytrzymałości na rozciąganie (MPA)
-L: długość gięcia (mm)
-T: grubość materiału (mm)
-V: dolna szerokość otwierania matrycy (mm)
Cztery, wybór i użycie pleśni
1. Typ pleśni
- Górna matryca (Punch): Wspólne kształty obejmują ostre nożem, zakrzywioną matrycę, gęstej śmierci.
-Dolna matryca (matryca): Promień zginania jest określany przez szerokość rowka w kształcie litery V, którą należy wybrać zgodnie z grubością materiału (zwykle szerokość portu v = grubość materiału × 8 ).
- Specjalna forma: używana do toczenia, spłaszczania, wieloetapowego formowania i innych procesów.
2. Materiały do formy
- Stal narzędzi (CR12MOV), stal stopowa, obróbka cieplna w celu poprawy odporności na zużycie.
3. Zasada dopasowania
- Stosunek grubości płyty do szerokości V-r-rodowej (zwykle 1: 8), aby uniknąć deformacji materiału lub uszkodzenia pleśni.
5. Specyfikacje procesu działania i bezpieczeństwa
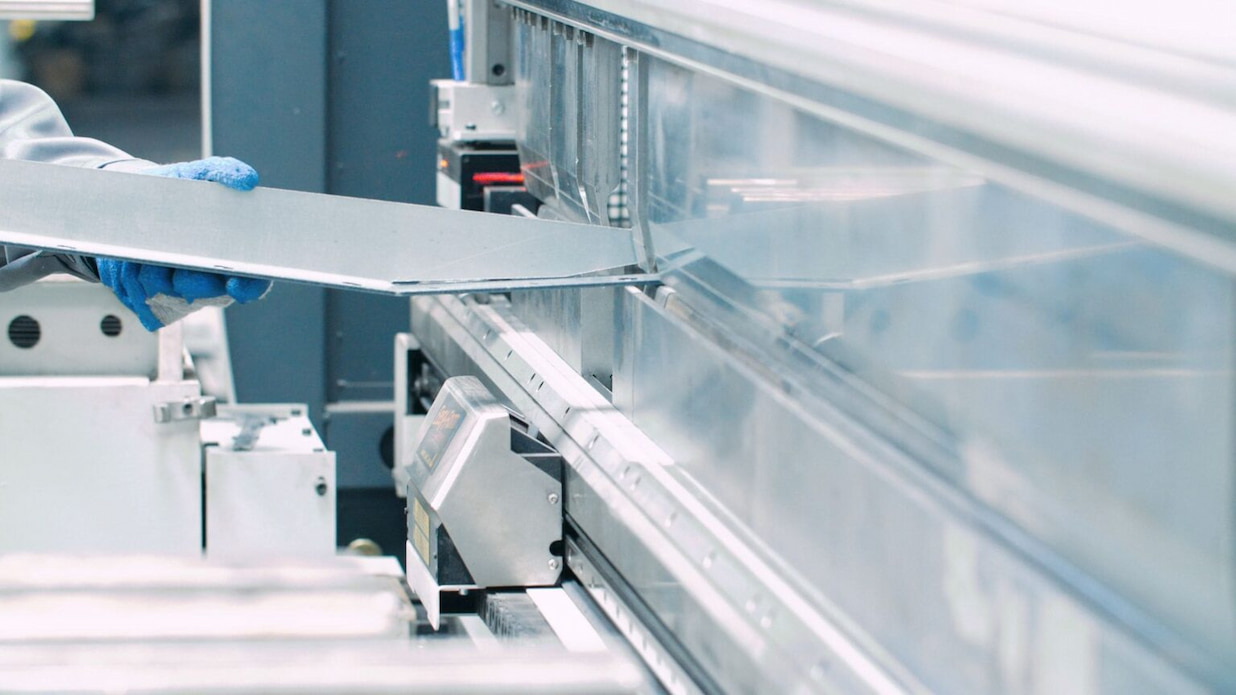
1. Procedura
- Kontrola sprzętu (olej hydrauliczny, system smarowania) → Wybierz pleśń → Parametry wejściowe (kąt, ciśnienie) → Płyta położenia → Test zginania → Kompensacja regulacji → Produkcja masy.
2. Środki ostrożności bezpieczeństwa
- Noś rękawiczki/szklanki ochronne, aby uniknąć cięcia burr.
- Nie wkładaj rąk w obszarze formy.
- Regularnie sprawdzaj szczelność układu hydraulicznego, aby zapobiec wyciekom oleju.
Sześć, powszechne problemy i rozwiązania
1. Odbicie jest zbyt duże
- Rozwiązanie: Zwiększ kompensację kąta zginania, użyj pleśni z funkcją korekcji lub systemem CNC.
2. Pęknięcie zginające
- Powód: Słaba plastyczność materiału lub promień zginania jest zbyt mały → Wymień materiał miękki lub zwiększ kąt R.
3. Odchylenie wielkości
- Kalibruj tylny przystanek, sprawdź zużycie pleśni lub parametry systemu NC.
Siedem, wybór sprzętu i sugestie dotyczące pozycjonowania rynku
1. Docelowa analiza klienta
- Zakłady przetwarzania blachy, producenci szafek podwozia, firmy z częściami samochodowymi itp.
2. Wybór sprzętu
- Małe przedsiębiorstwa: Hydrauliczna maszyna do zginania CNC jest zalecane (ekonomiczne i praktyczne).
-Rynek wysokiej klasy: serwo elektrohydrauliczne maszyny do zginania lub modele precyzyjne z wykrywaniem laserowym.
3. Trendy technologiczne
- Inteligentna: zintegrowana kompensacja kątów AI, automatyczna zmiana formy.
- Oszczędzanie energii: Servo Motor Drive w celu zmniejszenia zużycia energii.
Konserwacja i konserwacja
1. Rutynowa konserwacja
- Czyste resztki pleśni i stołowe.
- Sprawdź poziom oleju hydraulicznego i jakość oleju.
2. Regularna konserwacja
- Wymień filtr oleju hydraulicznego co 500 godzin.
- smaruj ruchome części, takie jak szyny prowadzące i śruby ołowiowe.













